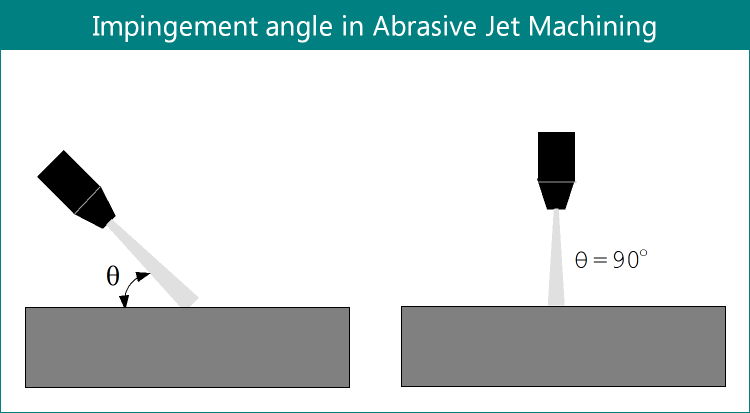
In abrasive jet machining (AJM), high velocity abrasive jet is made to impinge the work surface for material removal by erosion. Commonly the nozzle directs the jet vertically to the work surface (i.e., impingement angle is 90º); however, the jet may be allowed to strike the surface at an angle other than 90º. As shown in figure below, the impingement angle (θ), also called spray angle or impact angle, is the angle between the work surface and abrasive jet axis. Practically its value may vary from 60º – 90º, mainly based on the location of intended surface as well as applications. It is one crucial parameter that governs abrasive jet machining performance including the accuracy and material removal rate.
Effects of impingement angle on abrasive jet machining performance
It is axiomatic that theoretically impingement angle (θ) can vary from 0º – 90º; however, practically it is kept between 60º – 90º in order to get satisfactory performance in AJM. When θ is not 90º, velocity of abrasive jet have two components—one perpendicular to the work surface and other one is parallel to work surface. Perpendicular component (the dominant one as θ≥60º) tends to create deeper penetration, while parallel component tends to increase the machined area. Proportionally higher value of this perpendicular component is desired as parallel component can hamper the accuracy and tolerance on the machined profile.
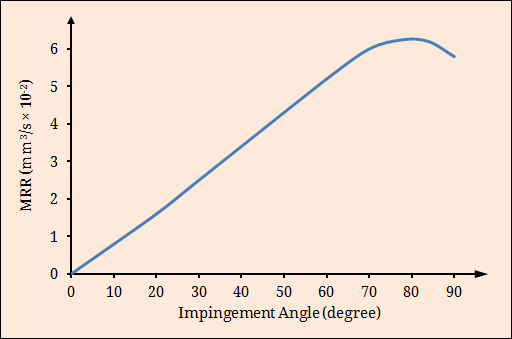
If impingement angle (θ) is too small (below 45º) then the jet will have insufficient kinetic energy for eroding material from the work surface; instead the jet will tend to slide over the surface giving no palpable erosion. As shown above, with increase in impingement angle, initially the material removal rate (MRR) increases as strength of perpendicular component enhances. Maximum MRR is noticed in between 70º – 80º.
Further increase in impingement angle will again reduce MRR by a small extent. This is attributed to the fact that when high velocity abrasive jet strikes the work surface perpendicularly, some of the abrasive grits bounce back after impact and collide with the incident jet. This reduces the striking velocity (or kinetic energy) of the jet and hence lower MRR is obtained. Therefore, an impingement angle (θ) between 70º – 80º provides better result in terms of material removal rate in abrasive jet machining.
References
- Paper: Finnie (1960); Erosion of surfaces by solid particles; Wear; Vol. 3; pp. 87-103.
- Paper: I. Finnie (1972); Some observations on the erosion of ductile metals; Wear; Vol. 19 (1), pp. 81-90.
- Paper: N. Ramachandran and N. Ramakrishnan (1993); A review of abrasive jet machining; Journal of Materials Processing Technology; Vol. 39; pp. 21-31.