In abrasive jet machining, kinetic energy of high velocity (100 – 300m/s) abrasive jet is utilized to remove work material by impact erosion. Such abrasives must have sharp edges for smooth micro-cutting and must be sufficiently hard so that they don’t break during impact. Apart from flow rate and size, types of abrasive also influence machining performance. For obtaining desired result, abrasive material and associate parameters must be selected judiciously. Effects of abrasive including its type, shape, size, and flow rate are discussed in the following sections.
Desired properties of abrasive particles
- Abrasive particles must contain sharp edges for easy micro-cutting action.
- Abrasive grits should have irregular shape but variation of size within the overall mass should be low (better estimation).
- Abrasive grits must not contain metal particles as it can cause blockage in the pipeline.
- It must have good flow characteristics for smooth flow in the pipeline when mixed with carrier gas.
- It should have high hardness and should be rigid enough so that it does not crumbled into parts when striking the work surface.
- Abrasives must not be wet.
- It should be cheap and readily available.
List of abrasives used in AJM
Abrasives are usually selected on the basis of application, while the average grit size is selected based on the surface finish requirement. Although aluminum oxide (alumina—Al2O3) and silicon carbide (SiC) are two frequently used abrasives, there exist quite a few other abrasives that are also used for various purposes to obtain better result. A list of abrasives and their application area are enlisted below. Read more: Comparison among various abrasives used in AJM.
- Aluminum Oxide (Al2O3)—Alumina is used for cleaning, cutting and deburring purposes for moderate to hard materials.
- Silicon Carbide (SiC)—It is harder abrasive compared to alumina. Thus can be used for all the above purposes but suitable for very hard work materials. Silicon carbide can substantially reduce nozzle life.
- Glass beads—This is mainly used for producing matt surfaces for reducing transparency.
- Crushed glass—For heavy cleaning, matting and peening operations.
- Sodium Bicarbonate (NaHCO3)—Baking soda is commonly used for light duty applications such as cleaning, cutting, etc. on soft materials.
Effects of abrasive flow rate on AJM performance
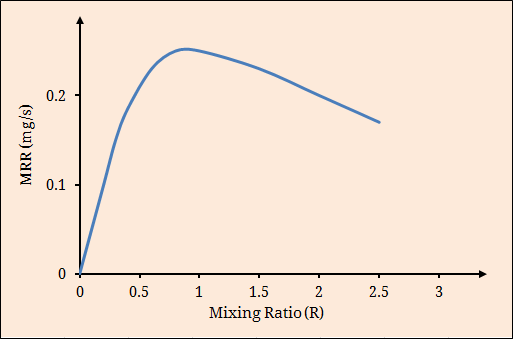
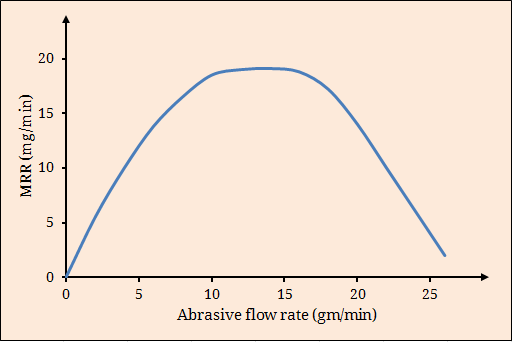
Mass flow rate of abrasive is defined and identified by a specific term called Mixing Ratio. It is the ratio between the mass flow rate of abrasives and the mass flow rate of carrier gas. If mixing ratio is increased by increasing abrasive flow rate (keeping gas flow rate unchanged) then an increasing trend in MRR will be noticed. However, after certain maximum limit, further increase in abrasive flow rate will lower down MRR. On the other hand, if both abrasive flow rate and gas flow rate are increased proportionally maintaining mixing ratio constant, then a continuous increase in MRR can be observed.
Effects of abrasive type on abrasive jet machining performance
AJM can be carried out using various abrasives, among them aluminum oxide, silicon carbide, grass bead, crushed glass and sodium bicarbonate are frequently used. It is worth noting that various abrasives fetch different MRR and the same considerably varies with the process parameters also.
Different MRR for different abrasives is attributed to the hardness of abrasive particles (when process parameters and geometrical features are indifferent). When impacting abrasive hardness is substantially high, fracture toughness of work material becomes predominant. The harder is the abrasive with respect to work surface hardness, the larger will be the volume removal rate. So it is the relative hardness between abrasives and workpiece that determines machining capability and productivity. It is worth noting that AJM is not suitable for machining soft and ductile materials.
Effects of abrasive size on abrasive jet machining performance
Along with the type of abrasive, its size also influences cutting performance. Smaller size grits produce highly finished surface but reduce material removal rate (MRR) and thus productivity degrades. Larger grits can again create trouble while mixing and flowing through the pipeline. Higher mixing ratio may cog the nozzle, especially when abrasives contain substantial moisture. Average grain size of abrasives varies from 10 – 50µm. Smaller grain size is used for getting high finish as well as for low duty operations (such as surface cleaning). Larger grains are used for heavy duty applications usually with harder materials.
References
- Paper: I. Finnie (1972); Some observations on the erosion of ductile metals; Wear; Vol. 19 (1), pp. 81-90.
- Paper: N. Ramachandran and N. Ramakrishnan (1993); A review of abrasive jet machining; Journal of Materials Processing Technology; Vol. 39; pp. 21-31.
- Book: Nonconventional Machining by P. K. Mishra (Narosa Publishing House).
- Book: Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. Ltd.).