In abrasive jet machining (AJM), material is removed by erosion caused by the impact of high velocity abrasive jet directed towards work surface. Although the jet is energized by pressurized carrier gas, it is presumed that only abrasives participate in erosion action. Therefore, along with the size and shape, types of abrasives also influence material removal rate. AJM can be carried out using various abrasives, among them aluminum oxide, silicon carbide, grass bead, crushed glass and sodium bicarbonate are frequently used. It is worth noting that various abrasives fetch different MRR and the same considerably varies with the process parameters also.
Investigation by Wakuda et al. using different abrasives
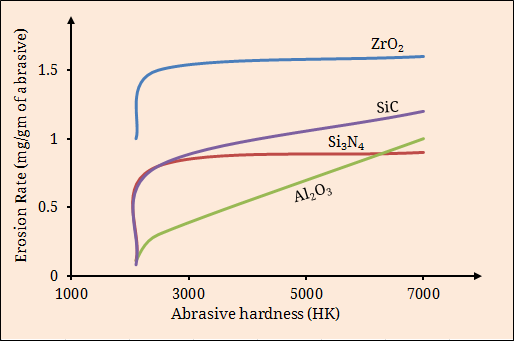
One experimental study conducted by Wakuda et al. (2002) using three common abrasives for machining four engineering ceramics shows that volume removal rate as well as machinability is greatly influenced by type of abrasive employed. Three abrasives namely aluminum oxide (Knoop hardness 2100 HK), silicon carbide (2480 HK), and synthetic diamond (7000 HK) of grain size range 15 – 25µm and flow rate 2gm/min were used for machining dimples for 10 seconds on zirconium dioxide (ZrO2), silicon nitride (Si3N4), aluminum oxide (Al2O3), and silicon carbide (SiC). Measured values of MRR from the 12 possible combinations reveal that different abrasives give different MRR for different materials. It was observed that MRR increases with increase in abrasive hardness and for all the work materials diamond gave maximum MRR. The following diagram illustrates how MRR varied with abrasive hardness for different materials in their investigation.
Why different abrasives give different MRR?
Different MRR for different abrasives is attributed to the hardness of abrasive particles (when process parameters and geometrical features are indifferent). When abrasive jet machining is performed using such abrasives that have lower or equal hardness with that of the work surface, the kinetic energy is consumed, not by material removal, but in the deformation or fracture of the impacting abrasives. This indicates if abrasive hardness is not substantially higher than the work surface hardness then no palpable erosion will be observed.
When impacting abrasive hardness is substantially high, the fracture toughness of work material becomes predominant. The harder the abrasive with respect to work surface hardness, larger will be the volume removal rate. So it is the relative hardness between abrasives and workpiece that determines machining capability and productivity. It is worth noting that AJM is not suitable for machining soft and ductile materials. Moreover, abrasive hardness is not the only one factor that governs material removal rate in AJM; some other influencing factors associated with abrasives are enlisted below.
- Type of abrasive.
- Abrasive grain size.
- Variation of grain size over the entire mass.
- Moisture content.
References
- Paper: M. Wakuda, Y. Yamauchi and S. Kanzaki (2002); Effect of workpiece properties on machinability in abrasive jet machining of ceramic materials; Journal of the International Societies for Precision Engineering and Nanotechnology; Vol. 26; pp. 193–198.