Knowledge of material removal rate (MRR) of abrasive jet machining (AJM) is beneficial for selecting process parameters and choosing feed rate of the nozzle. It also facilitates estimation of productivity, delivery time as well as production cost. Since only kinetic energy of abrasive grits is utilized for erosion, the analytical formula for MRR can be established by equating available kinetic energy with the amount of work required for creating an indentation of certain cord length on a specific work material. However, ductile and brittle materials behave differently in indentation formation, and thus size of indentation created by the impact of single abrasive grit is different for ductile and brittle materials. The steps for mathematical modeling of MRR in AJM are elaborated in following sections. This model is based on few assumptions, follow the below link for those assumptions.
Notations used for modeling
- dg = Average diameter of abrasive grit.
- r = Radius of indentation circle on work surface.
- δ = Depth of indentation in ductile materials.
- U = Velocity of abrasive jet at the point of impact.
- H = Flow strength or hardness of the work material.
- mg = Mass of each abrasive particle.
- Mg = Mass flow rate of abrasive particles.
- ρg = Density of each abrasive particle.
Estimation of MRR in abrasive jet machining (modeling)
For ductile materials, volume of material removed by single impact is equal to the volume of single indentation; whereas, for brittle materials, the volume of material removed by single impact is equal to the volume of hemispherical crater having diameter equals to chord length of the indentation, as depicted below.
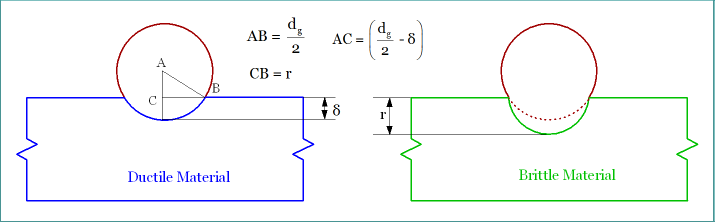
Step-1: Relation between indentation radius and grit radius
From the above figure for ductile material,
\({(AB)^2} = {(AC)^2} + {(CB)^2}\)
\({\left( {{{{d_g}} \over 2}} \right)^2} = {\left( {{{{d_g}} \over 2} – \delta } \right)^2} + {r^2}\)
\({\left( {{{{d_g}} \over 2}} \right)^2} = {\left( {{{{d_g}} \over 2}} \right)^2} – 2.{{{d_g}} \over 2}.\delta + {\delta ^2} + {r^2}\)
\({r^2} = {d_g}.\delta \)
\(r = \sqrt {{d_g}\delta } – – – – – – – – – – – (i)\)
Step-2: Volume of crater created by single grit
Now, volume of material removed by single grit for ductile and brittle materials:
Vductile = Volume of a portion of hemisphere of depth δ
or, \({V_{ductile}} = {\pi \over 2}{\delta ^2}{d_g}\)
Similarly, Vbrittle = Volume of the hemispherical crater having radius r
\({V_{brittle}} = {1 \over 2}\left( {{4 \over 3}\pi {r^3}} \right)\)
or, \({V_{brittle}} = {2 \over 3}\pi {\left\{ {{d_g}.\delta } \right\}^{3/2}}\) [From eq(i)]
Step-3: Expression of indentation depth
Now, the kinetic energy possessed by each particle just before impact is:
\(K.E. = {1 \over 2}{m_g}{U^2}\)
or, \(K.E. = {1 \over 2}\left( {{4 \over 3}\pi {{{d_g}^3} \over 8}{\rho _g}} \right){U^2}\)
or, \(K.E. = {\pi \over {12}}{d_g}^3{\rho _g}{U^2}\)
Again, work done required to create an indentation of depth δ in work material having hardness H is:
W.D. = (Average resisting force) × (Depth of penetration)
or, \(W.D. = \left\{ {\left( {{{0 + \pi {r^2}} \over 2}} \right).H} \right\}\delta \)
or, \(W.D. = {\pi \over 2}{d_g}{\delta ^2}H\)
Since kinetic energy of the abrasive grits is utilized to erode material, so:
K.E. = W.D.
\({\pi \over {12}}.{d_g}^3.{\rho _g}.{U^2} = {\pi \over 2}{d_g}{\delta ^2}H\)
\({\delta ^2} = {\left( {{d_g}.U} \right)^2}\left( {{{{\rho _g}} \over {6H}}} \right)\)
\(\delta = \left( {{d_g}.U} \right)\sqrt {\left( {{{{\rho _g}} \over {6H}}} \right)}———-(ii)\)
Step-4: MRR for brittle materials
Therefore, the material removal rate be:
\({MRR_{brittle}}\) = (Volume of material removed by each grit) × (No. of grits striking per second)
or, \({MRR_{brittle}} = {V_{brittle}}\) × (Abrasive mass flow rate)/(Mass of each abrasive grit)
or, \({MRR_{brittle}}\) = \({2 \over 3}\pi {\left( {{d_g}\delta } \right)^{3/2}}.{{{M_g}} \over {{4 \over 3}\pi {{\left( {{{{d_g}} \over 2}} \right)}^3}{\rho _g}}}\)
or, \({MRR_{brittle}}\) = \(4.{M_g}.{d_g}^{( – 3/2)}.{\delta ^{3/2}}.{\rho _g}^{( – 1)}\)
or, \({MRR_{brittle}}\) = \(4.{M_g}.{d_g}^{( – 3/2)}.\left\{ {{d_g}^{3/2}.{U^{3/2}}.{\rho _g}^{3/4}{{.6}^{ – 1/4}}.{H^{ – 1/4}}} \right\}.{\rho _g}^{ – 1}\)
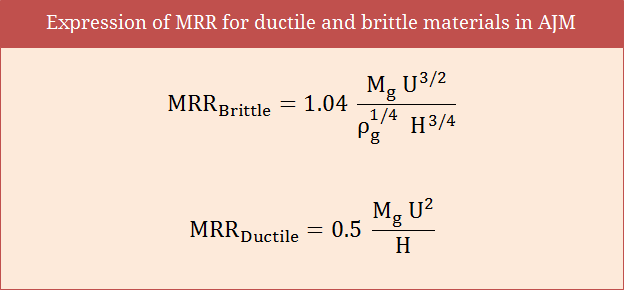
or, \({MRR_{brittle}}\) = \(1.04{{{M_g}.{U^{3/2}}} \over {{\rho _g}^{1/4}.{H^{3/4}}}}\)
$$∴{MRR_{brittle}} = 1.04{{{M_g}.{U^{3/2}}} \over {{\rho _g}^{1/4}.{H^{3/4}}}}$$
Step-5: MRR for ductile materials
Similarly, for ductile materials
\({MRR_{ductile}} = {V_{ductile}}\) × (Abrasive mass flow rate)/(Mass of each abrasive grit)
or, \({MRR_{ductile}}\) = \({2 \over 3}\pi {\left( {{d_g}\delta } \right)^{3/2}}{{{M_g}} \over {{4 \over 3}\pi {{\left( {{{{d_g}} \over 2}} \right)}^3}{\rho _g}}}\)
or, \({MRR_{ductile}}\) = \(3.{M_g}.{\delta ^2}.{d_g}^{ – 2}.{\rho _g}^{ – 1}\)
or, \({MRR_{ductile}}\) = \(3.{M_g}.\left\{ {{d_g}^2.{U^2}.{\rho _g}{{.6}^{ – 1}}.{H^{ – 1}}} \right\}.{d_g}^{ – 2}.{\rho _g}^{ – 1}\)
or, \({MRR_{ductile}}\) = \({1 \over 2}{{{M_g}{U^2}} \over H}\)
$$∴{MRR_{ductile}} = 0.5{{{M_g}{U^2}} \over H}$$
Reference
- Book: Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. Ltd.).
- Book: Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited).
- Book: Nonconventional Machining by P. K. Mishra (Narosa Publishing House).