Primary aim of manufacturing is to convert raw or scrap material to useful product. There exist different types of manufacturing processes to fulfill such requirement. Sometime the raw or scrap material is melted and poured into a premade cavity to get that impression and this process is known as casting. Sometime two or more components are joined together to get one item and the processes is known as joining (welding is one type of joining). In forming, raw material is formed into a specific shape as per the requirement by applying external pressure. All these processes namely casting, forming and joining are basically one type of manufacturing process. Machining is another such example where material is removed from the job by cutting (shearing) to obtain desired object. Typical definition of machining is provided in the following section.
Definition of machining or metal cutting operation
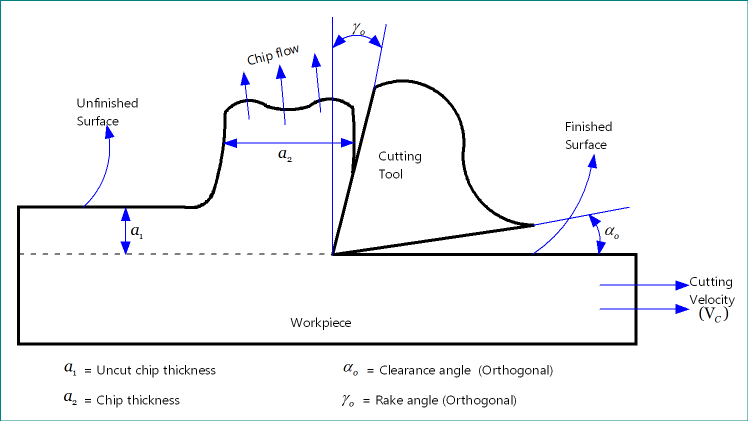
Machining is one of the secondary manufacturing processes by which excess material is removed by shearing from a pre-formed blank in the form of chips using a wedge shaped cutting tool in order to get desired shape, finish and tolerance.
Machining is also known as Metal Cutting Operation; however, you can cut materials other than metals such as plastics, woods, ceramics, etc. Basically, metal is one type of solid material, other two are polymer and ceramics (Solid material can be classified into three broad categories—Metal, Polymer and Ceramic). By the way, majority of engineering applications are based on metals, so the alternate name is quite satisfying.
Explanation for the definition of machining
- What is meant by secondary manufacturing process? Manufacturing processes can be broadly classified into three classes—Primary, Secondary, & Advanced Processes. Casting, forming & joining come under primary manufacturing processes; whereas machining and surface treatment processes come under secondary manufacturing processes. Rapid prototyping, powder metallurgy, various CNC controlled techniques, etc. are considered as advanced manufacturing processes. To learn more regarding this classification, read Primary, Secondary, and Advanced Manufacturing Processes.
- Why excess material? The objective of machining is to remove the excess material only. Obviously, one should not cut material once desired shape is achieved. Thus machining is also called a Subtractive Manufacturing Process. In contrast, rapid prototyping is one type of Additive Manufacturing Process. Read more: Additive and subtractive manufacturing processes.
- Why ‘material’ and not ‘metal’? Machining is not only applicable for ‘Metals’, instead any material can be machined. Metal is one type of material, the other two are Polymer and Ceramic. So don’t write “…excess metal is removed…” in definition.
- What is meant by shearing? Remember, in machining, material is basically removed by shearing. Although, the cutting tool compresses the material ahead it, there exists no pure compressive or tensile action in removal of chip. Chip removal is assumed as a shearing operation.
- What is meant by pre-formed blank? The phrase “pre-formed blank” has special significance in machining. The term “blank” basically indicates the workpiece or job that has to be machined by any type of machining operation. This blank must have some special shape in order to facilitate mounting on the machine tool. Any shaped and sized workpiece cannot be accommodated on the machine tool, so it must be given a specific form using various primary manufacturing processes before mounting on the machine tool, and thus the term “pre-formed”.
- What is chip in machining? In machining, the excess material is removed in the form of “chips”. Chips are tiny, sharp and hot at the time of cutting. The shape and form (type) of chip widely vary with a large number of factors including machining technique, cutting parameters, workpiece material properties, cutting tool geometries, cutting environment, etc.
- What is a wedge shaped cutting tool? In order to perform cutting action, a cutting tool is mandatory and that too of wedge shaped. The geometry, orientation and material of the cutting tool are crucial factors for efficient machining. Read more: What is cutting tool?
- Finally, the objective of the machining is to obtain pre-defined shape, size, surface finish, and tolerance level.
Example of machining processes
There exist hundreds of different machining operations in order to machine a wide variety of materials in several ways to satisfy perpetually varying market demand. All these machining processes have different capabilities to generate surfaces having different characteristics. Few commonly used machining processes are enlisted below.
- Turning—Basic purpose of turning is to reduce the diameter of a cylindrical job. It utilizes a single point cutting tool, called SPTT, to gradually remove excess layer of material from work surface. The operation is performed in a machine tool called Lathe. Among necessary cutting parameters, cutting velocity is imparted by the rotation of workpiece, while feed rate and depth of cut is imparted by the longitudinal and transverse motion of the cutting tool, respectively.
- Milling—While turning inherently produces cylindrical surface, milling is used to make flat or stepped surfaces. Milling is performed in Milling Machine and a multi-point cutting tool (called milling cutter) is used here. Here necessary cutting motion is imparted by rotation of cutter, while feed and depth of cut is provided by moving workpiece (worktable) in intended direction. With the advancement in milling technique, now-a-days shaping, planing and slotting operations are mostly superseded by milling.
- Facing—It is performed to make a surface flat and substantially smooth. Facing can be performed in lathe (for cylindrical workpiece only) or in milling machine. Irrespective of the machine tool utilized for operation, facing always produces a flat surface.
- Drilling—It is performed to originate a hole in a surface in any orientation. It utilizes a double-point cutting tool called drill. Similar to milling, rotation of drill provides required cutting motion, while movement of table provides necessary feed and depth of cut.
- Boring—Purpose of boring operation is to enlarge a hole. So it can increase diameter of an existing hole (either drilled or cast). Usually boring is performed after drilling to enlarge the drilled hole and to improve dimensional accuracy. Boring tool is usually a single point cutter and it can be performed in drilling machine or in dedicated boring machine.
- Knurling—A knurled surface is required to reduce chances of slippage while gripping. Such surface can be produced by knurling operation using a form tool called knurl (multi-point cutter).
- Grinding—It is actually one abrasive cutting process where a grinding wheel (made of abrasive grains) are used to remove thin layer of material from work surface. It is performed in grinding machine. Although there exists quite a few differences between machining and grinding, grinding is also considered as one machining process that can produce smoother surface.