SPTT is the acronym for Single Point Turning Tool. Turning, one of the machining operations, is performed to reduce diameter of cylindrical workpiece by removing excess materials in the form of chips. In order to remove excess materials from the workpiece, a wedge shaped cutting tool is employed. The relative motion between the workpiece and this cutting tool causes shearing (machining is basically a shearing operation) that removes excess layer of material to produce desired object. Turning operation is performed in lathe, while the cutting tool that is employed to cut materials is known as Turning Tool.
The acronym SPTT takes “an” as article, not “a”.
Significance of the term Single Point
Basically cutting tool is a device with one or more sharp edges (called cutting edges) that helps removing excess materials during machining. Depending on the number of cutting edges present in a cutting tool, it can be classified into three categories, as enlisted below.
As the name suggests, single point cutting tools have only one main cutting edge in the entire tool that can participate in cutting acting at a particular time. It is to be noted that these tools may have multiple cutting edges present in the tool body (think about inserts), but only one edge will participate in cutting acting throughout an entire operation. For the next operation, the previous cutting edge can be replaced by a sharp one. Turning tool is the common example of a single point tool as it has only one cutting edge, and thus it is called “Single Point Turning Tool (SPTT)”.
On the other hand, a drill is a perfect example of double point cutting tool as it has two cutting edges which simultaneously perform cutting action. Similarly, milling cutter, grinding wheel, etc. are multi point cutting tools as more than two cutting edges engage in cutting operation at the same time.
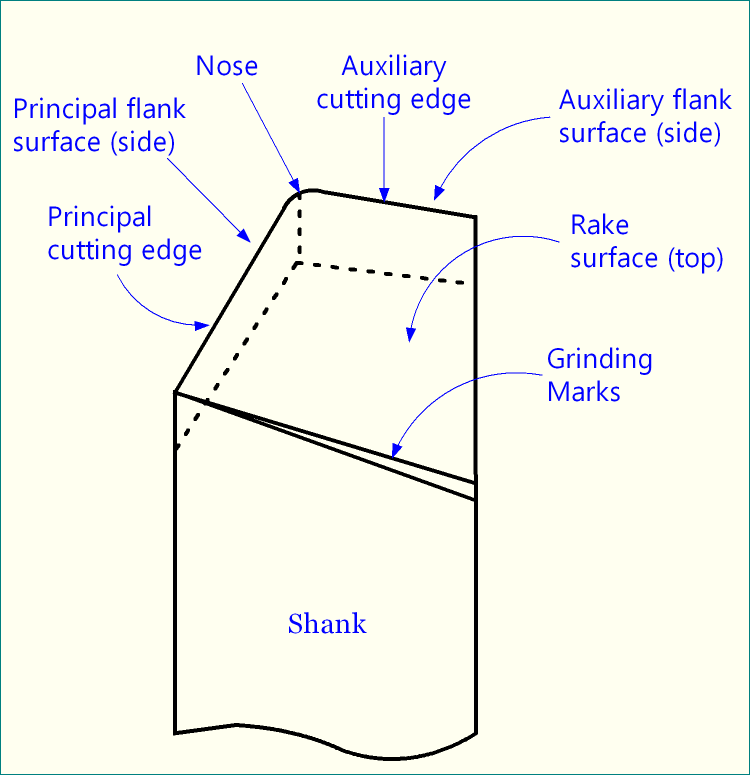
Three surfaces of a single point turning tool
The single point turning tool consists of three tool point surfaces as enlisted below. All the three surfaces are plain surfaces (not curved surface). You may learn more by clicking the corresponding links.
- Rake surface—It is the primary chip flowing surface and thus subjected to severe rubbing with the chips. Thus this surface worn out quickly. Inclination of rake surface is expressed by rake angles.
- Principal flank surface—This surface is inclined towards finished or machined surface. Since it does not touch the finished surface this surface is subjected to less wear. Inclination of principal flank surface can be expressed by principal clearance angles.
- Auxiliary flank surface—This surface plays significant role if nose radius is high or thread cutting is performed. Inclination of auxiliary flank surface can be expressed by auxiliary clearance angles.
Two cutting edges of a single point turning tool
All the above tool point surfaces intersect among each other and thus one edge appears for every intersection. These edges are called cutting edges. An SPTT has two important edges that participate in cutting actions, as enlisted below. Both the edges are straight (not curve edge).
- Principal cutting edge—Produced by the intersection of rake surface and principal flank surface, is mainly responsible for cutting action during machining (turning).
- Auxiliary cutting edge—Produced by the intersection of rake surface and auxiliary flank surface, sometime partakes in cutting action (like thread cutting), surface smoothening, etc.
Nose or tip of a single point turning tool
Nose appears where all three tool point surfaces of an SPTT intersect together. Therefore, nose is nothing but the intersection position of rake surface, principal flank surface, and auxiliary flank surface. This nose remains in continuous contact with the workpiece during machining operation. Thus a specific radius is provided at the nose so as to increase its durability. This radius is called nose radius and is denoted by r. Typical value of r is 0.8 to 1.2mm.
Standard designation systems for SPTT
There exist few standards for designation of single point turning tools. Such designation systems express various rake angles, clearance angles, cutting angles and nose radius in a predefined and specified syntax. However, different systems of designation follow different style or unit. Commonly used SPTT designation systems are enlisted below.
- Tool In Hand system
- American Standards Association (ASA) system
- Orthogonal Rake System (ORS)
- Normal Rake System (NRS)
- Maximum Rake System (MRS)
References
- Book: Machining and Machine Tools by A. B. Chattopadhyay.
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya.
- Book: Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid.
- Book: Geometry of Single-point Turning Tools and Drills – Fundamentals and Practical Applications by V. P. Astakhov.