In straight turning using a single pint cutting tool, a rounded tool can give substantially better surface finish as compared to a sharp tool. It is worth noting that no tool is perfectly sharp; in fact, it is not practically feasible to make such a tool. Even if a tool is made very sharp, it will not retain its sharpness for a longer duration during machining due to lack of strength of the pointed tip (huge stress concentration). However, for analysis when depth of cut is much higher than that of nose radius, the tool can be safely considered as a sharp tool. Alternatively, when nose radius is comparable to depth of cut, it is considered as a rounded tool and in such scenario effects of nose radius need careful consideration.
Compare between rounded tool and sharp tool on the basis of surface finish in turning
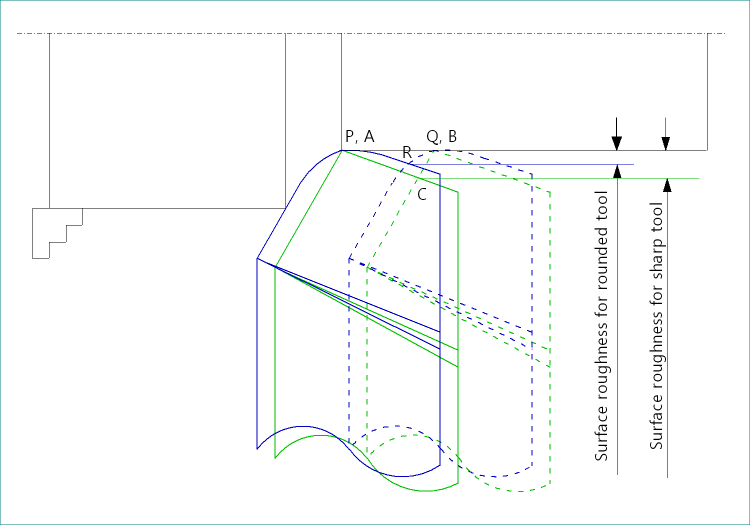
Straight turning operation using a right handed single point turning tool (SPTT) in conventional lathe is schematically depicted in the above figure. Same SPTT having two different nose types—one having rounded tip (blue color) and other having sharp tip (green color) are also shown for two successive revolutions. Depth of cut and feed rate are kept unchanged for both the cases. Principal cutting edge angle (φ) and auxiliary cutting edge angle (φ1) are also same for both the tools.
So area PQR indicates volume of material present on the finished surface in that cross-sectional view when a rounded tip tool is utilized. This unmachined area basically causes surface roughness. Similarly area ABC indicates the unmachined area when a sharp tool is used for turning purpose. Maximum height of the area from machined surface is termed as maximum surface roughness (hmax).
It is axiomatic from the above diagram that height for area ABC is larger than height for area PQR. Again surface finish is inversely proportional to surface roughness. Higher surface roughness indicates poor surface finish and vice versa. Therefore, it can be concluded that a rounded tip cutting tool can provide substantially better surface finish as compared to a sharp tool for same feed rate, tool angles and depth of cut in straight turning.
Can the nose radius be increased arbitrarily to get better surface finish?
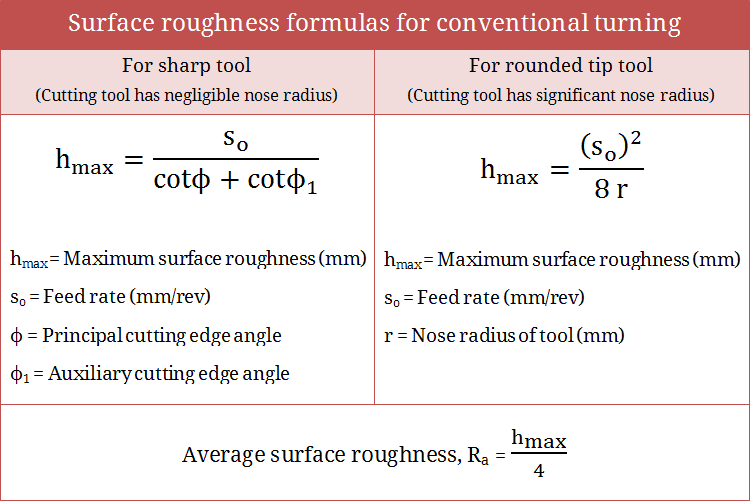
Above discussion unambiguously establishes that rounded tip tool can provide better surface finish as compared to sharp tool in straight turning. The analytical formula for surface roughness with rounded tool also backs this claim as roughness (hmax) is inversely proportional to the nose radius (r).
However, surface finish cannot be improved indefinitely by increasing nose radius. There are many other effects of nose radius which become significant with increase in nose radius. The first and foremost one is cutting temperature. In cylindrical turning, least cutting temperature occurs between 0.5 – 1.2mm of nose radius. If nose radius is increased beyond that range, cutting temperature will also increase leading to various detrimental effects such as surface burning, excessive tool wear, etc.
Cutting tool with high nose radius also makes effective rake angle highly negative, which is undesirable. Negative rake angle indicates high cutting temperature, high shear deformation, high cutting force and also poor machinability. Cumulative effects of all these parameters can severely hamper surface quality including level of finish. Thus increasing nose radius beyond a limit to obtain better surface finish is not recommended.
References
- Book: Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).