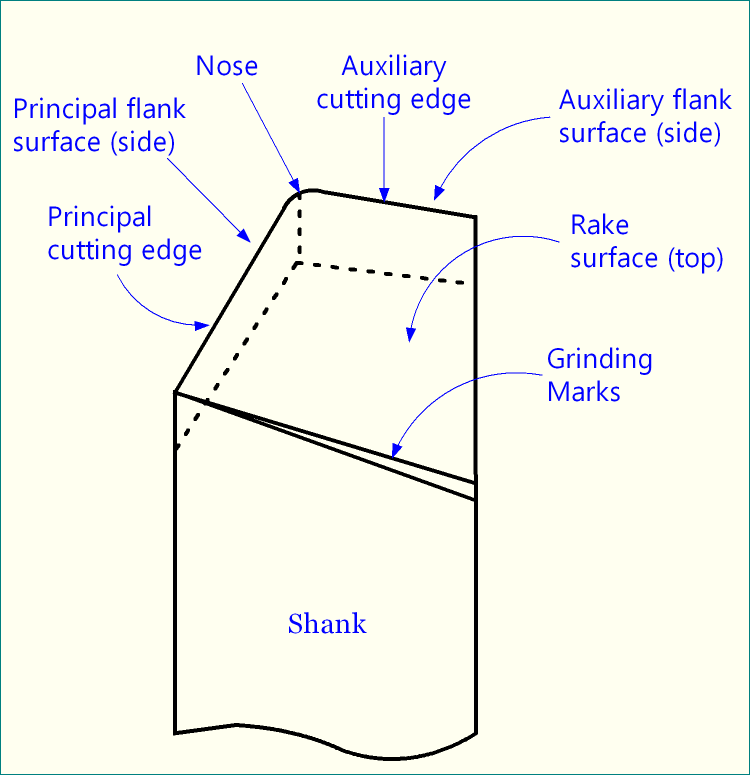
During machining or metal cutting operation, excess material is removed from workpiece in the form of chips using a sharp cutting tool. A typical wedge shape is provided to the cutting tool for layer by layer removal of work material smoothly. Such shape is obtained when two surfaces, namely rake surface and flank surface, intersect giving rise to a sharp edge, called cutting edge. Chips, produced during machining, pass over the rake surface causing intense rubbing. Flank surface, however, aligns towards the finished surface of the job. Rake surface and flank surface are crucial surfaces of any cutting tool and thus various relevant features of such surfaces are displayed in the tool signature.
Definition of rake surface
Rake surface of a cutting tool is the chip flowing surface. That means the chips produced due to shearing action during machining flow over the rake surface and finally leave the cutting zone. Intense rubbing occurs during the flow of sharp chips over the rake surface which leads to increase in cutting temperature. In fact, 70 – 80% of the total cutting temperature comes from the heat produced by rubbing of chips on rake surface.
Inclination of rake surface – Rake angle
For a specific type of tool, the rake surface may have various orientations and inclinations. These inclinations are usually expressed by various rake angles. Rake angle is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on some other plane. Reference plane (πR) is a plane which is perpendicular to cutting velocity vector at any point on the cutting tool. Depending on the plane on which it is measured, rake angle may have various names. Various cutting tool designation systems use these names in order to specify a particular cutting tool.
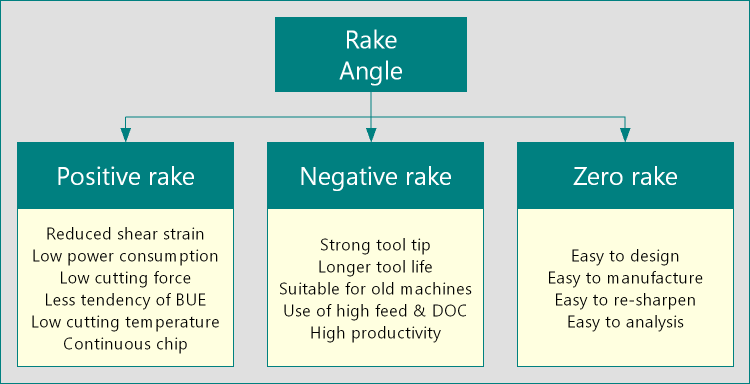
Inclination of rake surface, i.e., rake angle is crucial factor to judge machining performance. Rake angle may have positive, negative or even zero value, as shown below. Value of the rake angles determines cutting force and power requirement, life of the cutting tool, chip deviation, etc. Rake angle also indirectly affects machinability. Therefore, for the assessment of machining operation and to perform efficient machining, rake angle is one of the crucial parameters to take care of.
Rake surface may be flat or curve surface
Rake surface may not be necessarily flat. Depending on the cutting tool, it may be flat surface (do not confuse with horizontal) or a curve one. For example, the rake surface of single point turning tool (SPTT) is flat; whereas, that of a drill is a curve one.
A cutting tool may have more than one rake surface
Based on the number of cutting edges present, cutting tools can be broadly classified into three groups – single point, double point and multi-point. A single point tool consists of only one main cutting edge that participates in cutting action during machining. Similarly a double point tool contains two cutting edges, while multi-point tool contains more than two cutting edges.
Since intersection between rake surface and flank surface gives cutting edge, so a single point cutting tool consists of only one rake surface. Examples include turning tool, boring tool, fly cutting tool, shaping tool, etc. Similarly, metal cutting drills and two-flute end milling cutters contain two rake surfaces as they are double point cutting tools. All multi-point tools, including milling cutter, broach, hob, etc. contain more than two rake surfaces. To learn more about single, double and multiple point cutters, you may read following articles.
- Single point cutters – examples, advantages, and disadvantages
- Double point cutters – examples, advantages, and disadvantages
- Multi point cutters – examples, advantages, and disadvantages
References
- Book: Principles of Mechanical Engineering by S. Singh (S. Shand).
- Book: Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).
- Book: Manufacturing Processes by J. P. Kaushish (PHI).
- Book: Manufacturing Science by M. I. Haque and S. Khan (PHI).