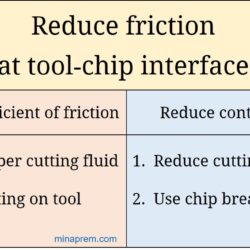
How friction at the tool‐chip interface can be reduced?
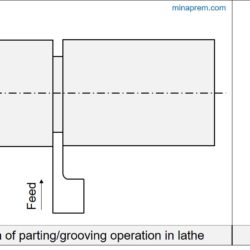
Chips generated during machining flow over the rake surface of the cutting tool before it leaves the machining zone. Intense rubbing under high contact pressure between flowing chip and rake surface leads to excessive heat generation. The contact region also gives rise to secondary deformation zone that contributes over 70% of the total cutting heat. Although majority of the cutting heat generated in secondary deformation zone flows away with the