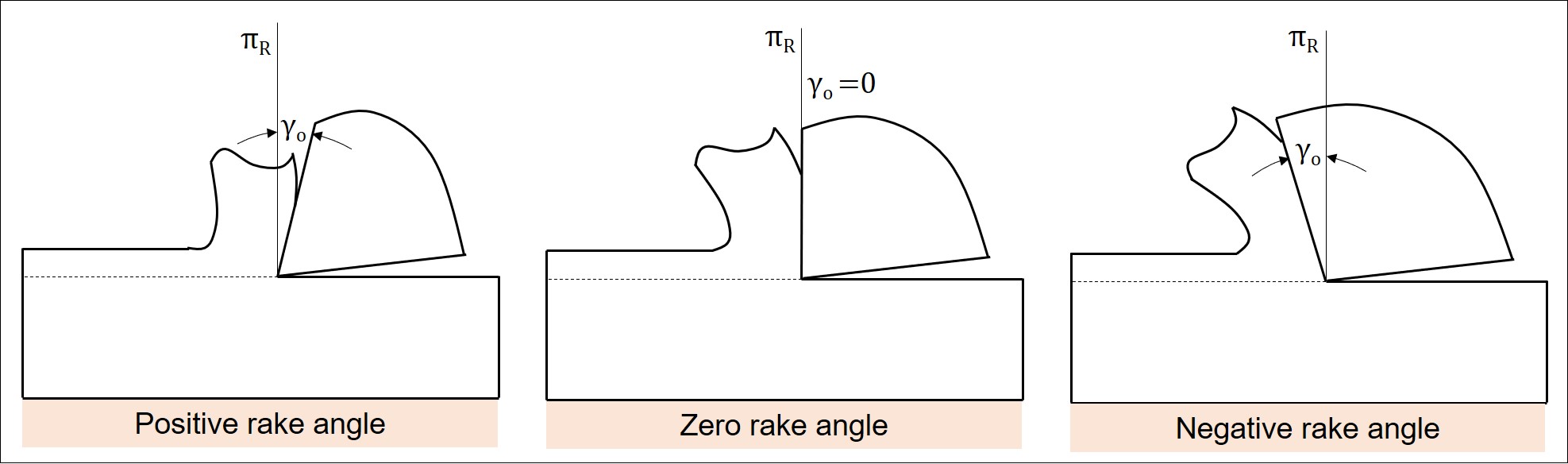
Rake angle of a cutting tool is defined as the angle of inclination of the rake face from the reference plane as measured on some other plane. Based on the orientation of the rake face with respect to reference plane, rake angle can be either positive, zero or negative. A positive rake offers sharp and narrow wedge at the cutting edge and thus facilitates easy shearing of the workpiece material. However, strength at the cutting edge reduces and thus the tool cannot sustain higher cutting force. Tool strength can be enhanced by changing the rake angle from positive to negative.
Machining is one subtractive manufacturing process where layers of material are gradually removed by shearing in the form of chip. Such removal is carried out with the assistance of a cutting tool. This cutting tool compresses a thin layer of workpiece material and shears it off. Thus shear strength of the workpiece material plays vital role in the machining performance. The higher is the shear strength of workpiece material, the higher force will develop during machining.
Ductile materials typically possess lower shear strength as compared to brittle materials. For example, shear strength of aluminium 6061 alloy is 207MPa and that for titanium Ti-6Al-4V alloy is 760MPa. Thus brille materials during machining exert comparatively higher force on the cutting tool. To sustain under higher cutting force for longer duration, rake angle of the cutting tool is made negative taking advantage of stronger wedge. This, in turn, extends the tool life. An extended life is highly desired from productivity as well as economic aspects.